MAIN P-LASER TECHNOLOGY ADVANTAGES

High transmittable power, help avoiding hotspot issues along the route, easier to switch to aluminum conductors

Lower environmental impact
and carbon footprint

Insulation and accessories tested
up to 600 kV DC

Underground cable systems fully qualified up to 525 kV in accordance with CIGRE Technical Brochure 852

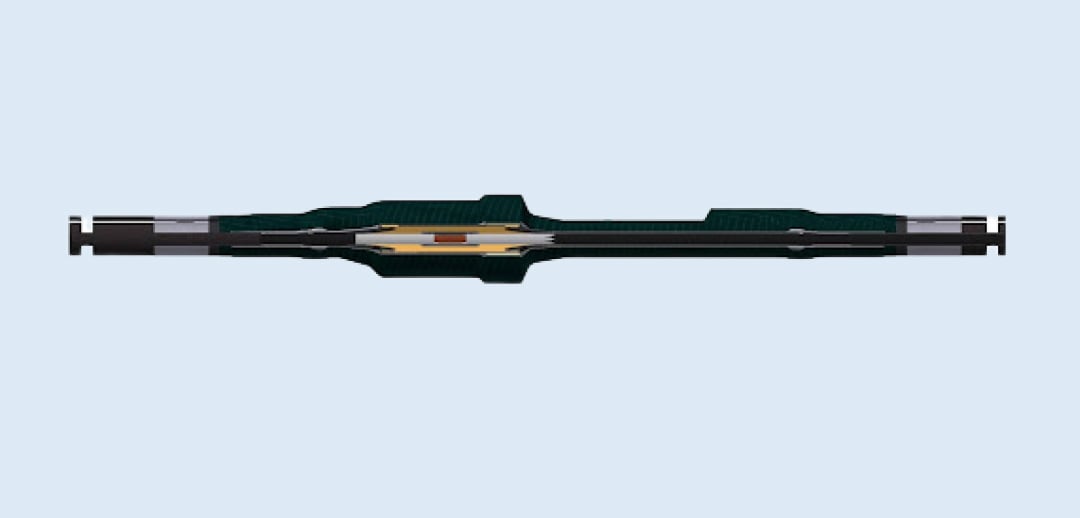
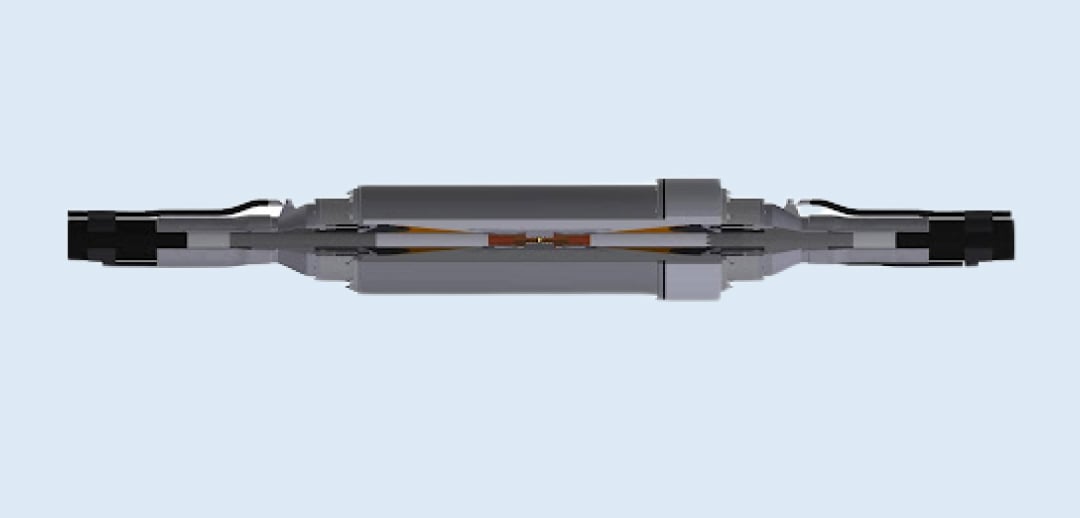
Full compatibility with existing HVDC cable accessories

P-laser cables in construction phase
for >1000 km 320 kV and 525 kV HVDC projects
PERFORMANCES

Higher operating temperatures up to 90°C

Higher electrical strength, capable to better withstand polarity reversals and transient overvoltages

Reduction of CO2 emissions by up to 30% and 100% eco-friendly and fully recyclable materials*